2Cr13不銹鋼工件加工工藝探討 如何保證尺寸精度與表面粗糙度
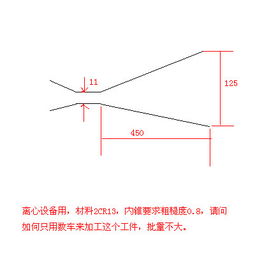
公司推出一款新產(chǎn)品,其工件材料為2Cr13不銹鋼,形狀雖相對(duì)簡(jiǎn)單,但在實(shí)際加工中卻遇到了尺寸控制與表面粗糙度達(dá)標(biāo)的難題。從附圖所示結(jié)構(gòu)來(lái)看,該工件可能涉及薄壁、深孔、階梯軸或復(fù)雜輪廓等特征,這些都對(duì)加工工藝提出了較高要求。鑒于批量不大,更適合采用靈活、高效的加工方案。以下是一些加工思路與建議,供各位同仁參考。
一、 材料特性與加工難點(diǎn)分析
2Cr13屬于馬氏體不銹鋼,具有一定的強(qiáng)度、硬度和耐腐蝕性。但其加工性相對(duì)較差,主要難點(diǎn)體現(xiàn)在:
1. 切削力大、溫度高:易導(dǎo)致刀具磨損加快,影響尺寸穩(wěn)定性。
2. 切屑不易斷:可能纏繞工件或刀具,影響表面質(zhì)量甚至造成損傷。
3. 塑性高、韌性好:在加工中易產(chǎn)生加工硬化現(xiàn)象,對(duì)后續(xù)加工及表面粗糙度不利。
4. 導(dǎo)熱性差:切削熱不易散出,加劇刀具磨損和工件熱變形。
因此,加工策略的核心是:控制切削力與熱,保證刀具鋒利與穩(wěn)定,合理安排工序以抑制變形。
二、 工藝路線與關(guān)鍵工序建議
對(duì)于批量不大的情況,建議以數(shù)控車(chē)削和銑削為主要加工手段,關(guān)鍵工序如下:
- 粗加工:留出合理的精加工余量(建議單邊0.5-1mm),重點(diǎn)去除大部分材料。可采用稍低的轉(zhuǎn)速和較大的進(jìn)給,但需保證刀具強(qiáng)度,避免因切削力過(guò)大引起振動(dòng)或讓刀。
- 半精加工與精加工:這是保證尺寸和粗糙度的關(guān)鍵階段。
- 切削參數(shù):采用較高的切削速度、較小的進(jìn)給量和切深。例如,精車(chē)時(shí)線速度可嘗試80-120m/min,進(jìn)給0.05-0.1mm/r,切深0.1-0.3mm。具體需根據(jù)機(jī)床剛性、刀具情況和工件結(jié)構(gòu)試驗(yàn)確定。
- 刀具選擇:強(qiáng)烈推薦使用專(zhuān)為不銹鋼設(shè)計(jì)的硬質(zhì)合金涂層刀具(如PVD涂層),刀尖圓弧半徑適當(dāng),以兼顧鋒利與強(qiáng)度。精加工前務(wù)必保證刀刃鋒利,磨損后及時(shí)更換。
- 冷卻與潤(rùn)滑:必須使用充足的、潤(rùn)滑性能好的冷卻液(如乳化液或?qū)S貌讳P鋼切削油),以降低切削溫度、減少加工硬化、改善排屑并提高表面質(zhì)量。建議采用高壓內(nèi)冷方式,效果更佳。
- 可能涉及的輔助工序:
- 去應(yīng)力處理:若工件結(jié)構(gòu)復(fù)雜或剛性差,在粗加工后安排去應(yīng)力退火,可有效減少后續(xù)加工變形。
- 穩(wěn)定化處理:對(duì)于精度要求極高的尺寸,可在半精加工后安排一次低溫時(shí)效(如160-180°C保溫?cái)?shù)小時(shí)),釋放部分應(yīng)力,再進(jìn)行最終精加工。
三、 針對(duì)具體特征的加工要點(diǎn)(需結(jié)合附圖)
- 對(duì)于薄壁或易變形部位:采用對(duì)稱(chēng)加工、分層多次切削的策略。夾持時(shí)需特別注意,可使用軟爪、專(zhuān)用夾具或芯軸,避免夾緊力導(dǎo)致變形。精加工時(shí)可考慮在最終尺寸上留極少量余量,松開(kāi)夾具后以輕切削“光”一刀,以消除彈性回復(fù)造成的誤差。
- 對(duì)于孔加工(特別是深孔):優(yōu)先采用鉆、擴(kuò)、鉸或鏜的工藝。鉆孔時(shí)選用不銹鋼專(zhuān)用鉆頭,注意斷屑和排屑。鉸孔或精鏜是保證孔壁粗糙度的有效方法,同樣需要充足的冷卻和鋒利的刀具。
- 對(duì)于高表面粗糙度要求面:在精車(chē)或精銑后,可考慮增加一道精磨、研磨或拋光工序。對(duì)于批量不大,手工拋光或使用簡(jiǎn)易工裝輔助拋光可能是經(jīng)濟(jì)可行的選擇。
四、 檢測(cè)與質(zhì)量控制
由于批量小,建議實(shí)施全檢或高比例抽檢。除了使用常規(guī)量具(卡尺、千分尺)外,對(duì)于關(guān)鍵尺寸和形位公差,應(yīng)使用投影儀、三坐標(biāo)測(cè)量機(jī)等設(shè)備進(jìn)行檢測(cè)。表面粗糙度可使用粗糙度儀比對(duì)樣塊進(jìn)行檢測(cè)。
加工2Cr13工件,"輕切削、快速度、強(qiáng)冷卻、利刀具"是關(guān)鍵原則。建議先進(jìn)行小批量試制,優(yōu)化并固化切削參數(shù)、刀具選型和工藝步驟,形成作業(yè)指導(dǎo)書(shū),以確保批量生產(chǎn)時(shí)的穩(wěn)定性和一致性。希望以上思路能拋磚引玉,歡迎各位同行結(jié)合附圖細(xì)節(jié)補(bǔ)充更具體的方案,共同攻克這一技術(shù)推廣中的加工難題。
如若轉(zhuǎn)載,請(qǐng)注明出處:http://www.zjxhome.cn/product/58.html
更新時(shí)間:2026-06-07 21:59:08









